ÉVTIZEDEKRE KARBANTARTÁSMENTESEN
Gyakran okoz bosszúságot a gazdálkodóknak, hogy egy néhány éve vásárolt acélszerkezeten megjelennek az első rozsdafoltok, melyek évről-évre növekedve nemcsak, hogy negatívan befolyásolják az adott szerkezet használhatóságát, esztétikai megjelenését, hanem higiéniai szempontból is kedvezőtlen. A rozsdás, korrodált felületeken felhalmozódnak a szennyeződések, ezzel gerjesztik a tönkremenetel folyamatát (1. kép). Amennyiben tűzihorganyzott kivitelt választunk, akkor a horganyréteg felületén képződő cinkpatina tömör és évtizedekre szóló védelmet biztosít (2. kép), az ilyen felületek könnyen tisztíthatók, így higiénikusak maradnak és megfelelnek az egészségügyi előírásoknak is.


1. kép: Elrozsdásodott korlátszerkezet 2. kép: Tűzihorganyzott korlátoszlop évtizedek után
Fontos még tudni, hogy néhány kivételtől eltekintve (pl. élelmiszerrel történő közvetlen érintkezés), szinte minden esetben alkalmazhatók a horganybevonatok, de mindenképpen ajánlott, hogy időben tájékozódjanak a beruházók a tűzihorganyzás alkalmazhatósága felől.
Széles alkalmazási terület
A technológia klasszikus alkalmazási területe, amikor légköri igénybevétellel szemben akár külső téren vagy épületeken belül használjuk a horganybevonatot. A cink (horgany) kitűnő ellenálló képességét felületén általában néhány napon, esetleg héten belül kialakuló cinkpatinának köszönheti. Ez a védelem legtöbb esetben, így a technológiai célú acélszerkezeteknél is létrejön. Víz alatti igénybevételnél ivóvizes rendszerek, csapadékvizek is évtizedek óta bevált alkalmazási területek.
|
ALKALMAZÁSI PÉLDÁK A MEZŐGAZDASÁGBAN |
|||||||
| Gépszínek, raktárak | Gabonatárolók, szárítók | Épületszerkezetek, térleválasztás | Öntözőcsövek, tartályok | Járművek, alvázak | Kerítések, kapuk | Térvilágítók, oszlopok |
Technológiai acélszerkezetek |
1. tábláztat: Néhány példa a tűzihorganyzás alkalmazására
Amennyiben szokásos építőanyagokkal együtt használjuk, szinte kivétel nélkül tökéletes „párosítást” jelent a horganybevonat. Előfordulhatnak olyan körülmények, amikor egy technológiai acélszerkezet folyamatos hőigénybevételnek van kitéve. A bevonat 200°C-ig hosszú távra és problémamentesen használható a védőréteg hő okozta károsodása nélkül. Technológia közbeni szennyezés esetén is (pl. trágyalé), erős, tisztavizes lemosással hosszú évtizedekre tartós megoldást jelent.
Kompakt fémbevonat
A tűzihorganyzás folyamatának beteljesedése, a technológiai folyamat csúcspontja, amikor a kb. 450 °C-os horganyolvadékban az acélfelületen kialakul a vashoz ötvözet-réteggel kapcsolódó horganybevonat. Az acélszerkezetet a fémfürdőből történő kiemelést követő lehűlés után a legtöbb esetben fényes horganyréteg borítja (3. és 4. kép). A bevonat teljes vastagsága – az acélszerkezet anyagminőségétől függően – 50-150 mikrométer, de szükség esetén lehet ennél még vastagabb is.

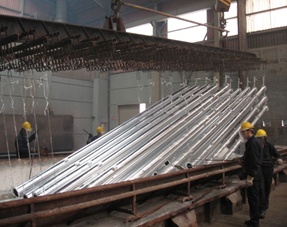
3.-4. kép: Acélszerkezetek és csövek tűzihorganyzás közben
Az acélminőség tudatos megválasztásával befolyásolni lehet a képződő bevonat vastagságát.
A sérülést a horgany katódosan védi
Köznyelvben szokták mondani a horganybevonatra, hogy „önmaga sérülését gyógyítja be”. Ennek a hátterében az áll, hogy a bevonaton keletkezett, az acélig érő mély karcolás, vágás esetén, a horgany önmagát feláldozva ún. katódos védelmet nyújt a vasnak mindaddig, amíg aktív horganybevonat található a sérülés környezetében. A cikkben látható 5.-7. képeken egy acélszelvény ledarabolt felülete látható 1-10-20 év elteltével. Kitűnően látszik, hogy nem rozsdásodik a vágási és nincs semmiféle réteg alározsdásodás sem. Tekintettel a védőrétegen keletkező sérülések mértékére, a gyakorlati tapasztalatok szerint a horgany 2-3 mm sérülésszélességig biztosan védi a szabaddá vált vasfelületet a rozsdásodással szemben.



5. -7. kép: Tűzihorganyzott zártszelvény vágási felületei 1, 10 és 20 év elteltével
A katódos védelemnek különösen nagy jelentősége van ott, amikor például szállításnál, vagy szerelésnél, esetleg használat során erős mechanikai sérülés éri az acélfelületet. Zárójelben jegyezzük meg, hogy a horganyréteg tapadása többszöröse a szokásosan használt festékekének.
Nem minden horganyzás tűzihorganyzás
Arra szeretnénk felhívni olvasóink figyelmét, hogy a „horganyzás” néven ismert bevonó eljárások többféle módszert takarnak. Emiatt a keletkező védőrétegek tulajdonságai is eltérnek, így vastagságuk, szerkezetük és tapadásuk is jelentősen különbözik egymástól. Korróziós szempontból a legfontosabb tulajdonságuk a horganyréteg vastagsága és tömörsége. Cikkünkben a darabáru (acélszerkezeti) tűzihorganyzást érintjük, melynek szabványa az MSZ EN ISO 1461. Az egyes, horganyzásnak nevezett eljárások összefoglalását 2. táblázatunkban mutatjuk be.
|
MÓDSZER |
Acélszerkezeti tűzihorganyzás |
Acéllemez tűzihorganyzás |
Galvanikus horganyzás |
Termikus szóróhorganyzás |
|
Szokásos bevonatvastagság |
50-150 µm |
8-20 µm |
5-25 µm |
80-120 µm |
|
Tömörség |
tömör |
tömör |
tömör |
porózus |
tábláztat: Különféle horganyzási eljárások néhány jellemzője
Robusztus, több évtizedes védelem egy jó minőségű festés áráért
Az acélszerkezetek tűzihorganyoztatásának költségei nem magasabbak, mint egy jó minőségben kivitelezett kétrétegű festésé, ám vele szemben, általában hosszú évtizedekre karbantartásmentes lesz. További fontos előnye, hogy a bevonást követően néhány tíz perc alatt az acélszerkezet lehűl és azonnal szállítható, szerelhető. Fontos tudni még, hogy a bevonási technológiát folyadékokkal teli kádakban végzik, ezért vannak méret és tömegkorlátok, illetve a kialakításra vonatkozó technológiai követelmények melyeket be kell tartani. Ezekkel kapcsolatos információk beszerezhetők a Magyar Tűzihorganyzók Szövetsége honlapján (www.hhga.hu).
![artesian_szovetseges_a_kemeny_munkaban[1]](https://agraragazat.hu/wp-content/uploads/2018/04/artesian_szovetseges_a_kemeny_munkaban1-375x211.jpg)
![hol_vannak_meg_tartalekok_a_talajban[1]](https://agraragazat.hu/wp-content/uploads/2018/06/hol_vannak_meg_tartalekok_a_talajban1-375x169.jpg)
![tomatoes-5356_960_720[1]](https://agraragazat.hu/wp-content/uploads/2019/06/tomatoes-5356_960_7201-375x281.jpg)

